Appropriate choosing of teeth form is related to material and profile of work piece and, it affects tool life and safety.
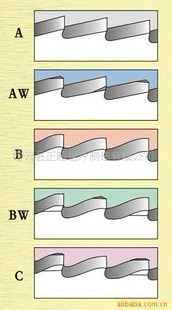
There are 5 kind of teeth forms as following.
Regarding DIN 1840:
A : This is usually used for cutting mild steel which is easy to be broken and cut. This is accepted
2mm~4mm pitch or more.
AW : This is almost same as A, except for chamfering in turns. Nowadays, this is hardly used, then
A or BW are used instead of this.
B : Because it is changed straight part of A into curve, pocket of chip is bigger. So its pocket is bigger
than A and it is able to cut thick material
BW : This is almost same as B, except for chamfering in turns. This load is less than B, and it is
suitable to cut thick material.
This is applied to cut nonferrous pipe, profile and heavy metal solid bar.
Usually, A or B is used for CUTTER, and BW or C is used for SAW.
C : C goes by the name of HIGH-LOW form. There are two kind of different height teeth, and difference
of between two teeth is 0.15~0.3mm. It is cut both side on the high tooth face, and at the same time,
it is also removed chip. This is possible to be processed when the thickness of saw blade is proper
to be ground. This is used for cutting round solid bar, rectangle solid bar, heavy metal and thick pipe.
|









